Weldable Tarps
Tarpaulin material capable of being joined by hot air, hot wedge or high-frequency welding. Buyers may order rolls, panels or fabricated covers.





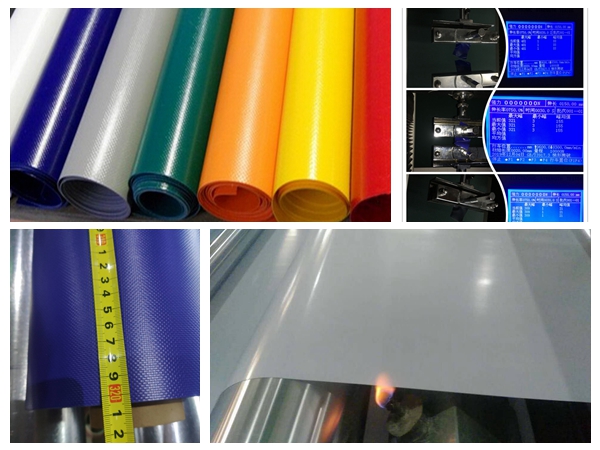
PVC coated polyester tarpaulin developed for hot-air, high-frequency and controlled heat-welding processes—available as roll goods, cut panels and custom finished tarps.
Built for tarp converters, truck-cover manufacturers, industrial fabricators, distributors and project buyers who need repeatable welding behavior, waterproof seam design and specification flexibility.
A weldable tarp is a thermoplastic-coated fabric that can be joined by controlled heat and pressure. In a common PVC construction, a woven polyester scrim carries tensile and tear loads while the PVC surface softens during welding and bonds to the overlapping panel. After cooling, the seam becomes a continuous joined area rather than a line held only by thread.
This structure is useful when large covers must be fabricated from narrower rolls, when seams need water resistance, or when a converter wants to add pockets, hems, reinforcement patches and shaped panels without relying entirely on sewing.
Separating these terms helps buyers avoid specifying a weather-cover material for a high-temperature safety application, or ordering a finished tarp when they actually need roll material.
Tarpaulin material capable of being joined by hot air, hot wedge or high-frequency welding. Buyers may order rolls, panels or fabricated covers.
Finished covers whose panels, edges or components have already been heat-sealed or RF welded according to a defined construction.
Protective materials intended for sparks, spatter, arc screening or elevated heat. Ordinary weldable PVC weather tarps are not automatically suitable for this safety function.
A stable seam depends on material compatibility and process control. Heat alone does not guarantee a durable bond.
Panels are aligned with an overlap or component geometry appropriate for the final load path and welding equipment.
Hot air, a heated wedge or a high-frequency field softens compatible thermoplastic layers in a controlled zone.
Rollers or tooling press the surfaces together while speed, dwell time and pressure are kept within the qualified window.
The seam cools into a bonded joint and can be checked by visual inspection, peel testing or application-specific seam evaluation.
Weldability is only one requirement. The same tarp must also carry load, resist handling and maintain its surface in the intended environment.
Yarn denier, weave density and fabric construction influence tensile strength, tear propagation, dimensional stability and resistance around reinforced edges.
The coating provides the weldable interface, waterproof surface and much of the abrasion, weathering and cleanability performance.
Lacquer, UV packages, cold-flex additives, anti-mildew treatment, flame-retardant options and surface texture can be matched to the project where verified.
The following range is a procurement guide rather than a single fixed product. Final values are confirmed by application, fabrication method, sample approval and the agreed test standard.
| Specification Item | Typical DERFLEX Options | Buyer Consideration |
|---|---|---|
| Product Type | Weldable PVC tarp roll, cut panel, welded finished tarp, reinforced cover component | Confirm whether fabrication is completed by DERFLEX or by the customer’s converting plant. |
| Base Fabric | High-tenacity polyester; common structures may use 500D–1500D yarn systems | Select by tension, tear exposure, finished cover size and reinforcement layout. |
| Finished Weight | Approximately 450–1200 gsm, with lighter or heavier structures discussed by project | GSM alone does not define seam strength; coating adhesion and scrim construction also matter. |
| Thickness | Commonly about 0.35–1.20 mm, subject to structure and measurement method | Match thickness to machine capacity, folding needs and finished-product handling. |
| Roll Width | Approximately 1.0–5.1 m, subject to production route and specification | Wider rolls can reduce seam count but may change logistics, handling and equipment requirements. |
| Surface | Glossy, semi-gloss, matte, semi-matte, lacquered or embossed options | Surface treatment can affect appearance, cleaning, blocking and welding setup. |
| Welding Methods | Hot-air welding, high-frequency / RF welding and selected hot-wedge processes | State machine model, process and desired seam configuration before sampling. |
| Functional Options | UV resistance, cold resistance, anti-mildew, anti-static, abrasion-focused or flame-retardant formulations | Any regulated or safety-related claim must be tied to the required test method and approved report. |
| Colors and Branding | Standard and custom colors, logo printing, labels, barcodes and private-label packing | Color tolerance, print method and outdoor exposure should be agreed before bulk production. |
| Finished Details | Welded seams, hems, webbing, rope edges, eyelets, D-rings, straps, pockets and reinforcement patches | Provide drawings or a reference sample so stress points and hardware spacing can be reviewed. |
Values shown are typical supply possibilities and are not automatic guarantees for every construction. Contract specifications should identify the test method, tolerance and approved sample.
A visually neat seam can still be under-bonded, overheated or poorly matched to the stress direction. Professional buyers should evaluate the complete material-and-process system rather than asking only whether the tarp is “heat sealable.”
The joined surfaces must soften and fuse within a practical machine window without damaging the reinforcement.
The bond between PVC and scrim should resist delamination when the seam is peeled, folded or loaded.
Dust, oil, moisture, heavy lacquer or incompatible printing can interfere with welding consistency.
Heat, speed, pressure, overlap and cooling must be controlled for the selected material and equipment.
Panel layout and seam orientation should account for tie-down tension, wind movement and repeated flexing.
Sample seams should be reviewed using agreed visual, peel, leak or finished-product tests.
The advantage is strongest when the cover needs large dimensions, shaped panels, reinforced components or a joined seam designed to limit water entry.
Side curtains, flatbed covers, replacement panels and cargo tarps with welded overlaps, hems and reinforcement patches.
Load-containment covers for construction debris, landscaping material and compatible transport systems.
Large crop, hay, equipment and seasonal storage covers where broad welded panels can reduce primary seam leakage paths.
Custom-shaped protection for machinery, warehouse zones, outdoor assets and temporary process enclosures.
Scaffold enclosures, temporary roofs, material covers and jobsite barriers developed for repeated outdoor handling.
Roof and wall panels for storage shelters, work tents and other structures requiring large fabricated surfaces.
DERFLEX can discuss material-only supply or further fabrication according to drawings, order quantity, equipment compatibility and project complexity.
For established converters that control cutting, welding, sewing, hardware fitting and final inspection in their own plant.
For buyers who want to reduce in-house preparation while retaining final assembly, installation or system integration.
For distributors, fleets, contractors and OEM brands requiring completed covers with specified seams and finishing details.
The correct choice depends on service conditions and fabrication needs. The table below focuses on professional cover production rather than general household use.
| Decision Factor | Weldable PVC Coated Polyester | PE Tarpaulin | Canvas | Welding Blanket / Curtain |
|---|---|---|---|---|
| Primary Purpose | Heavy-duty waterproof covers and fabricated tarp systems | Economical temporary or general covering | Breathable protection for selected dry-load applications | Spark, spatter, arc-screening or heat-protection duties |
| Professional Welding | Strong suitability when grade and process are matched | Possible with selected structures but process window may differ | Normally sewn rather than thermoplastically welded | Construction varies; selected for safety performance, not weather-cover weldability |
| Waterproof Seam Potential | Good with qualified welded overlap and finished design | Application and construction dependent | Generally not selected for watertight welded seams | Not the main selection criterion |
| Repeated Handling | Can be engineered for demanding folding, tension and outdoor use | Better suited to lighter or shorter-term duty in many markets | Durable in suitable uses but can absorb moisture depending on treatment | Depends on certified fabric type and safety application |
| Best Buyer | Tarp converter, fleet supplier, industrial fabricator, OEM brand | Retailer, temporary-cover supplier, cost-sensitive project | Agricultural, transport or industrial buyer needing breathability | Welding shop, safety distributor or controlled hot-work area |

DERFLEX has more than 20 years of experience in PVC coated materials and supports both coated and laminated tarpaulin structures. For weldable tarp programs, the practical value lies in matching the roll to the converter’s machine, seam target, finished application and repeat-order requirements.
Quality control can be arranged around the agreed specification and may include material weight, width, appearance, color consistency, tensile strength, tear strength, coating adhesion, low-temperature behavior, hydrostatic performance and sample seam evaluation.
A disciplined development sequence reduces the risk of discovering incompatibility after material has already entered full conversion.
These six related pages connect weldable tarp requirements with core material, finished-cover and application decisions.
PVC coated polyester is commonly selected because the polyester scrim provides mechanical strength while the thermoplastic PVC surface can be activated and joined through suitable hot-air, hot-wedge or high-frequency processes. The exact grade must be matched to the machine and application.
Selected DERFLEX PVC tarpaulin grades can be suitable for hot-air welding. Buyers should provide the welding equipment, seam design and finished application so a representative material can be sampled and process settings can be qualified.
No. A weldable tarp is a fabric that can be fabricated by welding. A welding blanket or welding curtain is a safety product designed for sparks, spatter, arc screening or heat exposure. A weather-cover tarp should not be used for hot-work protection unless the specific product has been tested and approved for that purpose.
A correctly designed and qualified welded seam can provide strong water resistance and avoids sewing needle holes along the welded overlap. Final waterproof performance still depends on the material, seam geometry, process settings, corners, hardware penetrations and the full finished-cover design.
DERFLEX can discuss roll goods, cut panels, pre-welded components and custom finished tarps. Finished options may include welded seams, hems, webbing, rope edges, grommets, D-rings, straps, pockets, printing, labels and private-label packing.
Please provide the application, finished size or roll requirement, target GSM or reference sample, welding process and machine, seam style, color, surface finish, environmental conditions, performance tests, quantity, packaging and destination. Drawings and photos improve specification accuracy.
Send DERFLEX your machine type, application, material target, roll or finished size, seam construction and order quantity. The team can review suitable PVC tarpaulin structures and sample options for your project.